Número Browse:0 Autor:editor do site Publicar Time: 2026-06-15 Origem:alimentado









Os engenheiros enfrentam uma tensão persistente no chão de fábrica: alcançar as propriedades mecânicas excepcionais de um componente forjado enquanto mantêm a flexibilidade geométrica de uma peça fundida. O forjamento tradicional oferece grande resistência e integridade estrutural. No entanto, ele luta fortemente com geometrias complexas. Essa limitação força uma extensa usinagem secundária, gera um desperdício significativo de material e amplia os prazos de produção. Quando um componente requer alta resistência e design complexo, os métodos convencionais exigem um compromisso difícil.
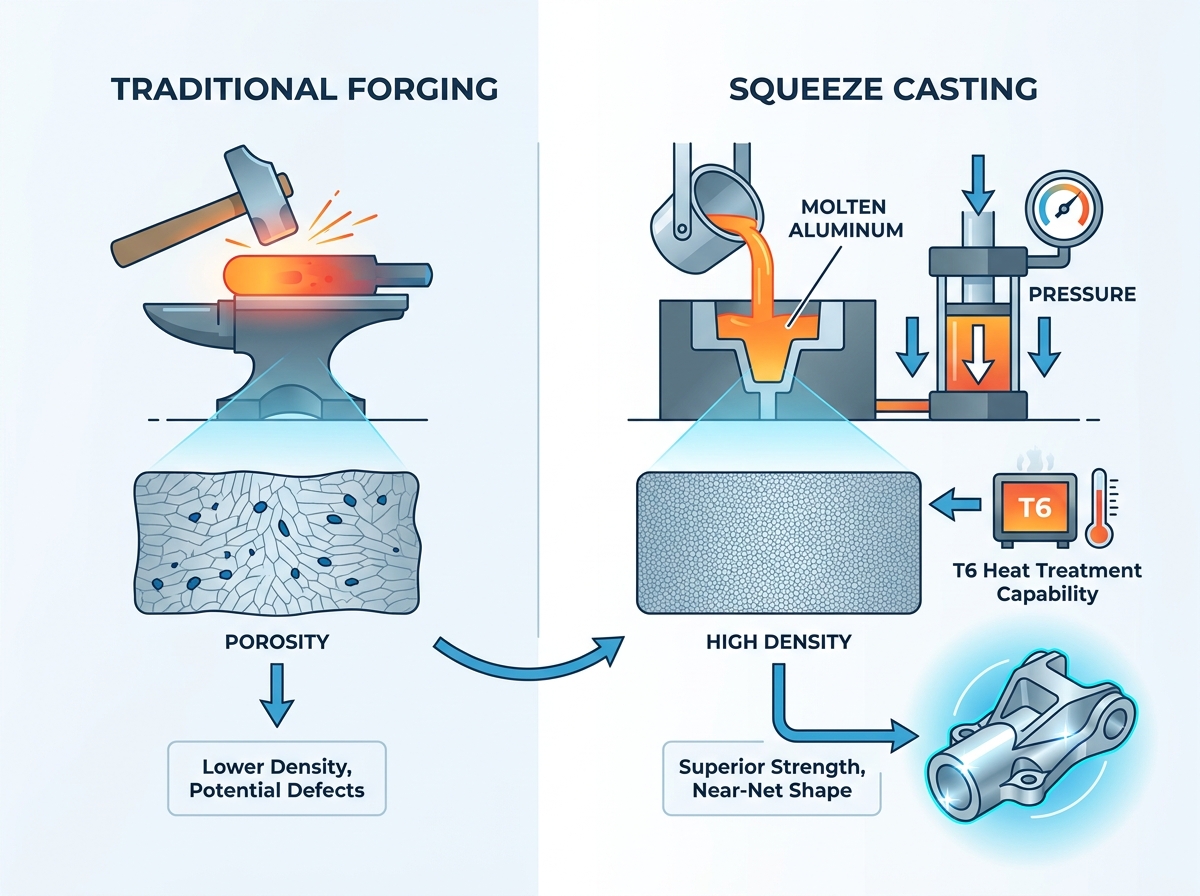
Squeeze Casting atua como uma solução híbrida direta. Ele combina a metalurgia de alta integridade do forjamento com a liberdade de design de fundição injectada. Freqüentemente chamado de forjamento de metal líquido, esse processo preenche a lacuna de fabricação. Você obtém recursos de formato quase final junto com uma integridade mecânica que rivaliza com o forjamento tradicional. Ao aplicar alta pressão sustentada durante a solidificação, este método elimina defeitos comuns de fundição. Descreveremos como esse processo funciona no chão de fábrica e por que ele substitui peças forjadas em aplicações de alto estresse.
A fundição por compressão elimina gases e porosidade de contração por meio da solidificação de alta pressão, alcançando propriedades mecânicas comparáveis às de componentes forjados.
O processo reduz significativamente as operações de usinagem secundárias, produzindo peças com formato quase final com geometrias complexas que são impossíveis de forjar.
Os componentes produzidos por squeeze casting são totalmente compatíveis com processamento térmico avançado, tornando-os ideais para aplicações de alto estresse.
Embora os custos iniciais de ferramentas possam ser maiores do que a fundição por gravidade, o custo total por peça diminui em escala devido à redução do desperdício de material e aos menores requisitos de usinagem.
Componentes de alto estresse exigem adesão rigorosa a critérios de desempenho específicos. Peças como juntas de direção automotivas ou suportes aeroespaciais exigem alto limite de escoamento, resistência superior à fadiga, excelente ductilidade e tolerâncias dimensionais restritas. O forjamento tradicional atende a esses requisitos por meio da deformação no estado sólido. Uma enorme prensa força o metal sólido e aquecido a formar uma matriz. Isto alinha a estrutura do grão, mas limita severamente a complexidade da forma. Você não pode forjar cavidades internas profundas ou teias finas e intrincadas. A fundição por compressão utiliza solidificação pressurizada em estado líquido para atingir objetivos mecânicos semelhantes, ao mesmo tempo que permite designs de peças complexas.
A mecânica do squeeze casting difere fundamentalmente dos métodos convencionais. Geralmente classificamos o processo em dois tipos principais na área de produção.
Fundição por compressão direta: O metal líquido é derramado na metade inferior de uma matriz aquecida. O aríete da prensa então fecha a matriz, aplicando pressão diretamente em toda a superfície do metal líquido à medida que ele solidifica. Isto funciona de forma semelhante ao forjamento em matriz fechada, mas começa com material fundido.
Fundição por compressão indireta: O metal é injetado na cavidade da matriz por meio de um sistema de passagem sob alta pressão. Isso se assemelha ao fundição injectada de alta pressão (HPDC). No entanto, a fundição por compressão indireta utiliza uma velocidade de enchimento laminar muito mais lenta. O enchimento lento evita o aprisionamento de ar e uma pressão maciça é aplicada durante a fase final de solidificação.
A vantagem distinta deste forjamento líquido reside na sua formação microestrutural. A aplicação de alta pressão sustentada (frequentemente entre 50 e 150 MPa) durante a fase de resfriamento altera a dinâmica de solidificação. Previne os padrões de crescimento dendríticos típicos do fundição injectada convencional. A pressão força o metal em cada fenda da matriz e alimenta o encolhimento à medida que o metal passa de líquido para sólido. Isto resulta em uma estrutura densa e uniforme, capaz de suportar cargas operacionais extremas.
Característica do Processo | Forja Tradicional | Squeeze fundição |
|---|---|---|
Estado inicial | Sólido (Boleto Aquecido) | Líquido (metal fundido) |
Complexidade Geométrica | Baixo a médio | Alto (formato próximo à rede) |
Nível de porosidade | Zero | Zero |
Usinagem Secundária | Extenso | Mínimo |
Estrutura de grãos | Direcional | Isotrópico (equiaxial) |
Uma das vantagens mais significativas da fundição por compressão é a sua capacidade de acomodar a complexidade geométrica. O processo forma facilmente cortes inferiores, paredes finas e cavidades internas complexas. O forjamento tradicional não pode atingir esses recursos complexos sem uma extensa usinagem CNC. Se você forjar um bloco sólido, deverá fresar o excesso de material para criar a forma final. Isso adiciona muito tempo e trabalho à produção.
O controle dimensional preciso é outro benefício crítico. O processo atinge tolerâncias rigorosas e acabamentos superficiais limpos diretamente do molde. Vemos rotineiramente peças saindo da matriz, exigindo apenas pequenas operações de faceamento ou perfuração. Essa capacidade supera consistentemente os limites dimensionais brutos do forjamento tradicional.
O rendimento do material melhora drasticamente com a produção de formato quase final. A relação buy-to-fly mede o peso da matéria-prima adquirida em relação ao peso da peça final acabada. Os blanks forjados geralmente têm uma proporção terrível de compra e venda, às vezes de 5:1 ou pior. A compressão de peças fundidas geralmente atinge proporções próximas de 1,2:1. Ao eliminar etapas de usinagem secundárias e terciárias, os fabricantes experimentam uma redução substancial no tempo de ciclo. Você move as peças da fundição para a montagem com muito mais rapidez.
A dinâmica de solidificação da fundição por compressão garante uma solidez interna excepcional. A solidificação assistida por pressão minimiza a porosidade do gás e as cavidades de contração. Esses são pontos de falha comuns em gravidade padrão ou fundição injectadas de alta pressão. A pressão contínua alimenta o metal fundido nas áreas de encolhimento à medida que a peça esfria. Literalmente elimina os vazios da existência.
Ao comparar a estrutura do grão, o forjamento depende do fluxo direcional do grão. Isto fornece força principalmente ao longo de eixos específicos. Se uma carga atingir a peça forjada contra a fibra, ela poderá falhar prematuramente. A fundição por compressão produz uma estrutura de grão fina, isotrópica e equiaxial. O rápido resfriamento sob pressão cria grãos pequenos e uniformes. Esta microestrutura uniforme proporciona resistência consistente em todas as direções.
Esta microestrutura fina se traduz diretamente em resistência superior à fadiga. Os dados de campo mostram que a natureza isotrópica das peças fundidas por compressão proporciona excelente tenacidade e resistência à fadiga em aplicações de carga cíclica. Os componentes resistem eficazmente à propagação de fissuras. Usamos esse processo para braços de controle de suspensão especificamente porque eles devem sobreviver a milhões de ciclos de vibração sem falhar.
A alta pressão convencional fundição injectada enfrenta uma enorme barreira de tratamento térmico. HPDC injeta metal em altas velocidades, prendendo ar e lubrificante dentro do metal. Se você colocar uma peça HPDC padrão em um forno de tratamento térmico, os gases aprisionados se expandirão. A peça irá formar bolhas, distorcer ou literalmente explodir. Esta limitação impede que peças fundidas sob pressão padrão atinjam seu potencial total de resistência.
A natureza de porosidade zero do processo de fundição por compressão permite o tratamento térmico de solução completa e o envelhecimento artificial. A utilização dos serviços de fundição por compressão com tratamento térmico T6 maximiza o rendimento e a resistência à tração máxima. A ausência de vazios internos garante que o componente permaneça dimensionalmente estável durante o processamento em alta temperatura. Aquecemos as peças para dissolver os elementos de liga, temperá-las rapidamente e depois envelhecê-las artificialmente para precipitar as fases de reforço.
Alcançar a paridade de desempenho com equivalentes forjados torna-se possível através desta compatibilidade de processamento térmico. As peças fundidas por compressão tratadas com T6 exibem propriedades mecânicas que rivalizam de perto com os componentes forjados. Os engenheiros obtêm uma alternativa viável para aplicações de alto estresse sem sacrificar a flexibilidade do projeto.
A fundição por compressão oferece uma seleção mais ampla de ligas em comparação com as ligas forjáveis limitadas disponíveis. O forjamento requer materiais com alta ductilidade em temperaturas elevadas. A fundição por compressão acomoda uma ampla variedade de metais moldáveis. Isso inclui opções ferrosas e não ferrosas, como alumínio, magnésio e ligas de cobre. Você pode selecionar materiais com base em requisitos de desempenho específicos, em vez de restrições de fabricação.
A capacidade específica de fundição por compressão de alumínio concentra-se em ligas como A356, A380 e 6061 equivalentes. Esses materiais funcionam excepcionalmente bem sob pressão sustentada. O processo melhora significativamente as propriedades mecânicas dessas ligas de alumínio. O A356, por exemplo, alcança notável alongamento e resistência ao escoamento quando moldado por compressão e tratado com T6.
A fundição por compressão de alta pressão também facilita a fabricação de Compósitos de Matriz Metálica (MMCs). A pressão aumenta a infiltração e a molhabilidade das fibras ou partículas de reforço dentro da matriz metálica. Você pode injetar alumínio fundido em uma pré-forma de fibras cerâmicas. A pressão força o metal para os espaços microscópicos entre as fibras. Além disso, a fundição por compressão de alumínio desempenha um papel crucial nas iniciativas de redução de peso. Ele substitui componentes de aço forjado mais pesados em aplicações automotivas e aeroespaciais para melhorar a eficiência de combustível.
Analisar a amortização do ferramental é essencial na comparação desses processos. Os custos iniciais com matrizes e equipamentos para fundição por compressão podem ser maiores do que a fundição por gravidade padrão. As matrizes devem suportar pressões massivas e choques térmicos. Eles exigem aço para ferramentas H13 premium e canais complexos de gerenciamento térmico. No entanto, quando comparado com os custos combinados das matrizes de forjamento e dos acessórios de maquinagem secundários necessários, o investimento compensa favoravelmente para peças complexas.
Para fabricação em grande volume, a utilização de serviços especializados de fundição por compressão de alta densidade proporciona excelente escalabilidade. A produção automatizada de 10.000 unidades ou mais se beneficia muito do processo simplificado. Uma única célula automatizada pode derramar, prensar, extrair e temperar peças continuamente. Isso contrasta fortemente com a natureza trabalhosa do forjamento em várias etapas. O forjamento geralmente requer aquecimento de tarugos, múltiplos golpes progressivos na matriz, corte e usinagem CNC extensiva.
Avaliar o impacto económico global exige olhar além das ferramentas iniciais. A poupança de matérias-primas desempenha um papel importante. Você compra menos metal porque usina menos. A redução do tempo de usinagem libera capacidade do CNC para outros projetos. A vida útil prolongada da ferramenta para operações de acabamento economiza dinheiro em pastilhas de metal duro. O menor consumo de energia por peça acabada contribui para um modelo de produção em escala altamente competitivo.
Os fabricantes devem abordar diretamente o desgaste das ferramentas e a fadiga térmica. A realidade da degradação da vida útil da matriz devido à alta pressão e ao choque térmico requer estratégias de mitigação proativas. O metal fundido atinge a matriz, causando rápida expansão. A peça é extraída e o spray da matriz esfria a superfície, causando rápida contração. Este ciclo térmico leva à verificação de calor e rachaduras. A implementação de revestimentos avançados de matrizes e sistemas robustos de gerenciamento térmico ajuda a prolongar a vida útil da ferramenta. Usamos canais de resfriamento conformados para gerenciar com precisão as temperaturas das matrizes.
Existem limitações de design e devem ser reconhecidas. Os engenheiros enfrentam restrições como o gerenciamento de variações de espessura da seção. Você não pode ter seções maciças e espessas imediatamente adjacentes a paredes finas como papel sem correr o risco de defeitos de contração, mesmo sob pressão. A incorporação de ângulos de inclinação específicos também é necessária para ejetar a peça da matriz. Esses requisitos diferem do padrão de alta pressão fundição injectada e exigem uma otimização cuidadosa do projeto da peça.
Requisitos rigorosos de controle de qualidade não são negociáveis no piso de fundição. Manter propriedades mecânicas consistentes exige controles de processo rigorosos. O monitoramento da temperatura de fusão, do tempo de pressão e da lubrificação da matriz garante que cada componente atenda às especificações exigidas. Se a pressão for aplicada uma fração de segundo tarde demais, o metal começa a solidificar sem compressão, causando porosidade. Utilizamos sensores automatizados e monitoramento em tempo real para garantir a estabilidade do processo.
Uma matriz de complexidade versus carga ajuda os engenheiros a tomar decisões informadas. A alta complexidade geométrica combinada com requisitos de carga média a alta favorece fortemente a fundição por compressão. Se você precisa de uma peça com cinta interna, saliências de montagem e alta resistência à fadiga, o forjamento líquido é a resposta. Por outro lado, peças de baixa complexidade que enfrentam cargas direcionais extremas ainda podem ser mais adequadas para o forjamento tradicional. Uma simples extremidade reta do tirante pode permanecer um componente forjado.
Os requisitos de peso/resistência fornecem outra diretriz crítica. Quando a redução de peso é uma diretriz primária do projeto, a capacidade de usar ligas de alumínio de alta resistência em formas complexas e com peso otimizado torna a fundição por compressão altamente atraente. Permite a redução de material onde a tensão é baixa. Você pode projetar bolsos e nervuras na peça fundida. O forjamento não pode acomodar facilmente esses recursos de redução de peso sem uma usinagem cara.
A consolidação da cadeia de abastecimento oferece benefícios logísticos significativos. A mudança para um processo de formato quase líquido simplifica o gerenciamento de fornecedores. Reduz a necessidade de coordenação entre parceiros separados de fundição, forjamento e usinagem. Você recebe uma peça quase pronta para montagem diretamente da fundição. Isso agiliza a aquisição, reduz os custos de envio entre instalações e reduz os prazos gerais de entrega.
Audite seu estoque atual de componentes forjados para identificar peças que exigem extensa usinagem CNC secundária.
Calcule a proporção entre compra e venda de suas peças forjadas mais pesadas para determinar a economia potencial de matéria-prima.
Redesenhe um componente complexo e de alta tensão especificamente para forjamento líquido para eliminar peso desnecessário.
Faça parceria com uma fundição especializada para executar um lote de protótipo e validar as propriedades mecânicas por meio de testes destrutivos.
R: As peças fundidas por compressão tratadas com T6 aproximam-se de 90-95% da resistência ao escoamento de equivalentes forjados, dependendo da liga específica usada. A solidificação de alta pressão elimina a porosidade, permitindo que o material atinja propriedades mecânicas quase forjadas, mantendo uma estrutura de grão isotrópica.
R: Sim, as peças fundidas por compressão são altamente soldáveis. Ao contrário do fundição injectada convencional, que muitas vezes contém gás aprisionado que causa defeitos durante a soldagem, a natureza de porosidade zero da fundição por compressão garante soldas limpas e fortes, sem formação de bolhas.
R: Os custos de ferramentas são mais altos porque as matrizes devem ser construídas com materiais robustos e de alta qualidade para suportar as altas pressões sustentadas e as severas tensões térmicas inerentes ao processo. Revestimentos avançados e sistemas de gerenciamento térmico também contribuem para o investimento inicial.
R: As indústrias que exigem peças leves e de alta resistência são as que mais se beneficiam. Isso inclui a fabricação automotiva de componentes de suspensão, a indústria aeroespacial para suportes estruturais e aplicações de defesa onde a confiabilidade sob estresse é crítica.
R: Não, embora o alumínio e o magnésio sejam os mais comuns devido às tendências de redução de peso, o processo é altamente versátil. Pode ser adaptado para ligas de cobre, certas ligas ferrosas e produção de compósitos com matriz metálica (MMCs).
R: O processo elimina a porosidade aplicando alta pressão durante a transição de fase líquida para sólida. Esta pressão sustentada alimenta o metal fundido nas áreas de contração à medida que a peça esfria e comprime quaisquer gases dissolvidos, evitando a formação de vazios.
R: A fundição por compressão direta aplica pressão diretamente ao metal na cavidade do molde usando um aríete de prensa, semelhante ao forjamento. A fundição por compressão indireta injeta metal através de um sistema de passagem sob velocidade lenta e controlada e alta pressão, evitando o aprisionamento de ar.



